
xTool MetalFab (メタルファブ)

溶接・切断・クリーニング・彫刻 すべての金属加工をこの1台で!
熟練の腕が必要といわれていた金属溶接は、誰でも簡単にできる時代に。さらに専用のプラットフォームへ溶接機を接続すれば、すぐに金属切断も可能にします。
巨大な設備がなければ困難だった金属加工が、コンパクトかつ安価で、どんな方でもすぐに導入できます。

主な特徴
オールインワン金属加工システム
経験ゼロから、プロ品質の結果を。産業レベルの「レーザー溶接」「CNC切断」「サビ取り」機能と、持ち運びや水中での作業も可能な性能を、ひとつのスムーズな製品にまとめました。
手作業の手間、汚い切断面、付着物をなくし、たとえ水中であっても、まるで乾燥した場所で仕上げたかのような品質の補修を実現します
進化した溶接技術
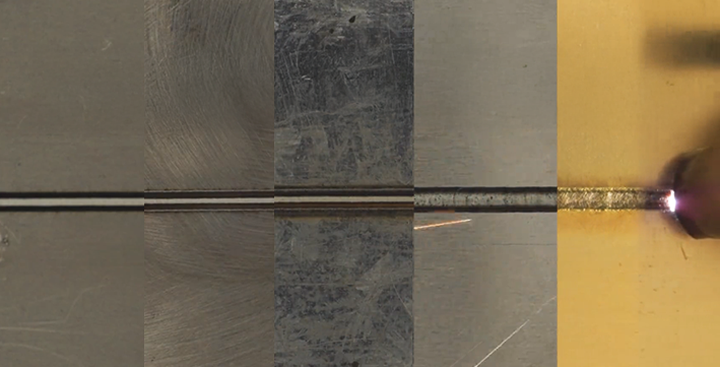
様々な素材を溶接
ステンレス鋼やアルミニウム、炭素鋼、チタン、真鍮、亜鉛メッキ鋼板、マグネシウム合金、ニッケル合金、亜鉛合金など

薄板から厚板まで
0.2mmの極めて薄い素材でも歪まずに溶接が可能。5mmまでの厚みならたった一回の溶接で深くまで均一に溶接。

溶接方法は無限大
どんな形、どんな向きでも簡単に溶接可能。あなたのアイデア次第で複雑な造形も思いのまま。
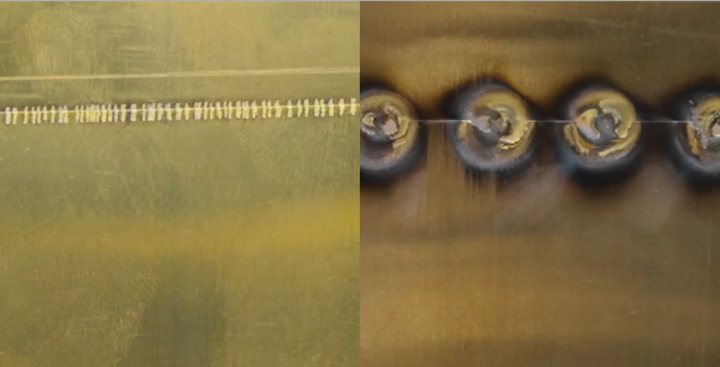
最小限の熱影響
ファイバーレーザー技術は熱影響を0.005mmまで削減し、従来の溶接と比べ格段に綺麗な仕上がりを実現。

圧倒的なスピード
従来の溶接と比べ、起動から溶接まで約8倍ものスピードで完了。作業効率が格段に向上。
誰でも手軽に金属切断
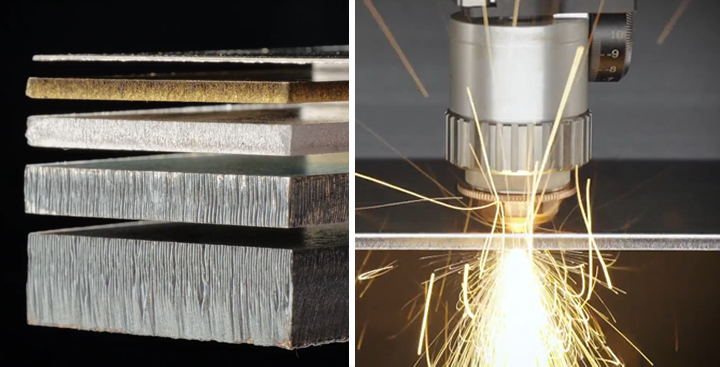
薄板から厚板まで
0.2mmの薄板から10mmまでの厚い板まで、1度のパスで滑らかできれいに切断可能。(炭素鋼の場合)

高精度な切断
従来の金属切断と比べ、はるかに切断幅が減少。バリが少ないため、後処理の必要はほとんどなし。
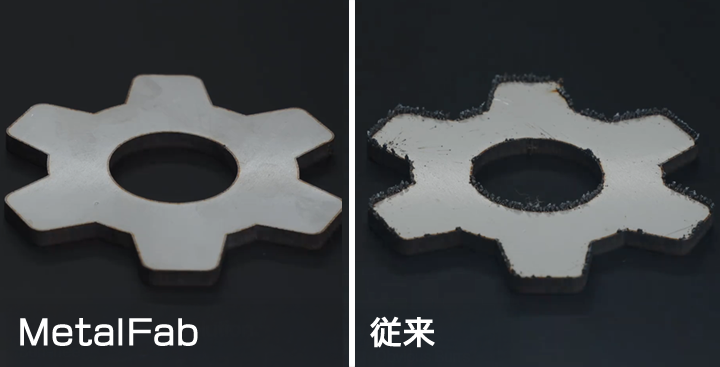
バリのない切断
独自ノズルを使えばガスの使用効率を極限まで向上。ガス消費を従来の50%に抑えながら、バリのない切断を実現。
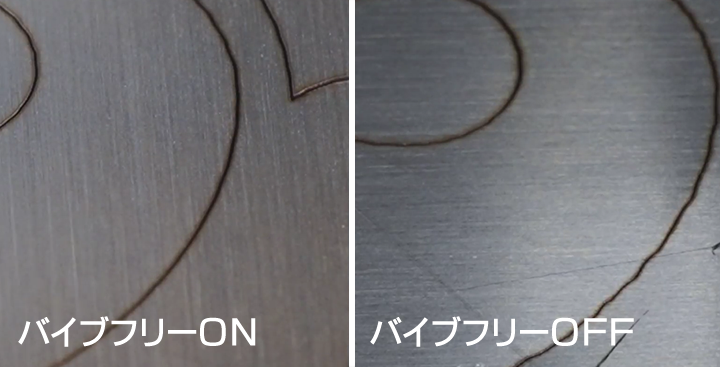
バイブフリーカット
リアルタイムで振動を観測・除去して、切断時のガタつきをミリ単位で抑制。
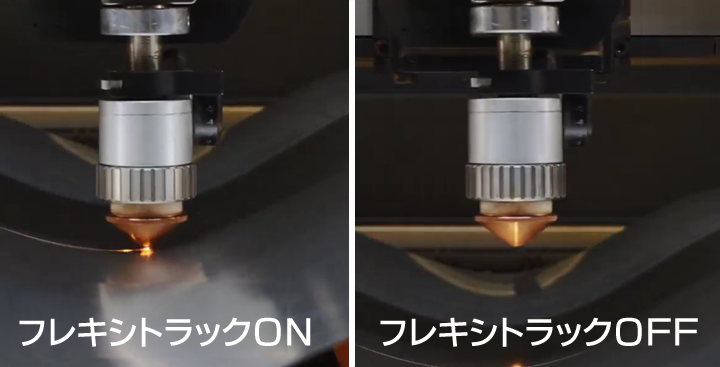
フレキシトラック
素材表面との距離をリアルタイムで監視し、自動的に焦点を調整。どんな形でも安定した切断が可能。
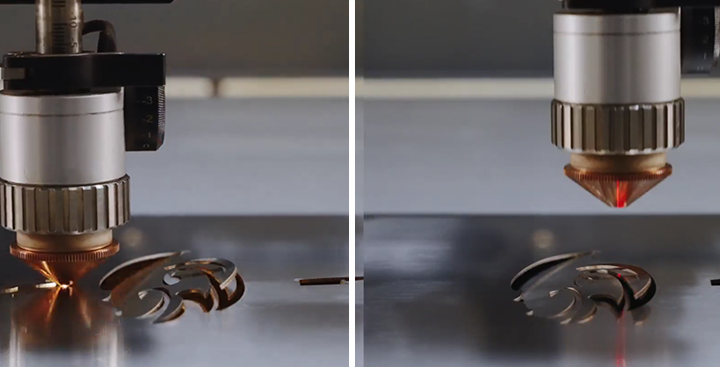
オブスタクルフリー
障害物を常に監視し回避。加工は中断されることがなくなり、機器の安全性も向上。
製品仕様
– xTool MetalFab –
| 項目 | 1200W モデル(Article 2211) | 800W モデル(Article 2354) |
|---|---|---|
| 本体寸法 | 728 × 327 × 512 mm | 632 × 304 × 472 mm |
| 重量 | 38.2 kg | 35.0 kg |
| 定格電力 | 4200 W | 3000 W |
| 全負荷電流 | 最大 21 A | 最大 15 A |
| 定格電圧 | 200 ~ 240 V , AC 50 / 60Hz | |
| レーザー出力 | 1200 W | 800 W |
| 溶接可能厚 | 0.2 mm ~ 素材により相違 | |
| 切断可能厚 | 0.2 mm ~ 素材により相違 | |
| ケーブル長 | 5 m | 3.5 m |
| ワイヤーフィーダー形式 | 外部ユニット 別体 | 内蔵型 |
| 対応ワイヤー径 | 0.8 mm, 1.0 mm, 1.2 mm, 1.6 mm | |
| 動作モード | 連続波 CW / 変調波 MW | |
| レーザー波長 | 1080 ± 10 nm | |
| 冷却方式 | 空冷 | |
| 動作周囲温度 | –10 ~ 40 ℃ | |
| 溶接モード | シーム溶接 / タック溶接 / パルス溶接 | |
– ワイヤーフィーダー –
| 項目 | 1200W用 ワイヤーフィーダー | 800W用 フィーディングシステム |
|---|---|---|
| 寸法(幅×奥行き×高さ) | 232 × 664 × 417 mm | 内蔵型 |
| 重量 | 13.2 kg | 内蔵型 |
| 動作電圧 | 24V DC | 内蔵型 |
| ワイヤー送達速度 | 2 mm/s ~ 100 mm/s | |
| 最大ワイヤースプール重量 | 15 kg | 5 kg |
| ワイヤースプール最大外径 | 300 mm | 200 mm |
| ワイヤースプール最大太さ | 105 mm | 60 mm |
| サポートワイヤー直径 | 0.8 mm, 1.0 mm, 1.2 mm, 1.6 mm | |
| ワイヤー給電管の長さ | 3 m | |
– xTool CNC カッティングマシン –
| 項目 | 仕様 | |
|---|---|---|
| 製品名 | xTool MetalFab CNC カッター | |
| 寸法 | 1175 × 1157 × 749 mm | |
| 寸法(ライザーベース含む) | 1175 × 1157 × 1230 mm | |
| 機械重量 | 158 kg | |
| 作業エリア | 610 × 610 mm | |
| 作業エリア(パススルー使用時) | 610 × ∞ mm | |
| 最大処理速度 | 400 mm/sec | |
| 処理モード | CNC 切断 / CNC 錆除去およびクリーニング / *CNC 彫刻 | |
| 入力電力 | 100 V~240 V / 2.5 A 50 / 60 Hz | |
| 接続モード | USB、Wi-Fi、イーサネットポート | |
| 動作周囲温度 | 0 ~ 40 ℃ | |
*ステンレス鋼、炭素鋼、亜鉛メッキ鋼板、陽極酸化アルミニウムなどの反射率の低い金属にのみ加工できます。真鍮、銅、銀などには利用できません。
加工可能素材
| 材料の種類 | 切断 | 切断に関する主な注意事項 | 彫刻 | 溶接 | 1200W バリ無 |
1200W 切断厚 |
1200W 溶接厚 |
800W 切断厚 |
800W 溶接厚 |
|---|---|---|---|---|---|---|---|---|---|
| 炭素鋼 / 低合金鋼 (A36/Q235/#45) |
◎ | 薄いシートには空気や窒素、厚手シートには酸素切断が有効 | 〇 | 〇 | 5mm | 12mm | 5mm | 8mm | 4mm |
| 合金鋼 / 工具鋼 / 高強度鋼 | 〇 | 炭素量が高いと微細亀裂の可能性あり | 〇 | 〇 | 4mm | 6mm | 5mm | 4mm | 4mm |
| ステンレススチール (304, 316, 430) |
◎ | 窒素で酸化防止し高品質エッジを確保 | 〇 | 〇 | 5mm | 9mm | 5mm | 6mm | 4mm |
| 亜鉛メッキ鋼板 | 〇 | 亜鉛蒸気対策として排気が重要 | 〇 | 〇 | 5mm | 12mm | 5mm | 8mm | 4mm |
| 塗装・コーティングシート | △ | コーティングは切断時にアブレーションされ、縁に焦げ跡が残る | 〇 | × | – | – | – | – | – |
| アルミニウムおよび合金 (1xxx-7xxxシリーズ) |
〇 | 高反射率素材。厚い板の切断は困難で汚れが増える。空気または窒素の使用が推奨 | × | 〇 | 4mm | 6mm | 4mm | 3mm | 2mm |
| マグネシウム合金 | △ | 可燃性が高く安全対策必須 | × | 〇 | – | 3mm | 3mm | 2mm | 2mm |
| チタンおよびチタン合金 | △ | 不活性ガス必須 | 〇 | 〇 | 5mm | 5mm | 5mm | 4mm | 4mm |
| ニッケル系超合金 (インコネル等) |
〇 | 高温耐性と加工硬化。通常は窒素で切断され、スラグに注意 | 〇 | 〇 | – | 4mm | 3mm | 3mm | 2mm |
| コバルト系合金 | 〇 | ニッケル系と同様 | 〇 | 〇 | – | – | – | – | – |
| ブラス (真鍮) | △ | 亜鉛蒸気と高反射に注意 | × | 〇 | 3mm | 4mm | 4mm | 2mm | 3mm |
| ブロンズ (青銅) | △ | 高反射・高熱伝導。窒素の使用推奨 | × | 〇 | – | 3mm | 4mm | 2mm | 2mm |
| 複合金属 / クラッドメタル | × | 層構造で加工不安定 | × | × | – | – | – | – | – |